ГОЛОВКА БЛОКА ЦИЛИНДРОВ > ПРОВЕРКА |
| 1. ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ |
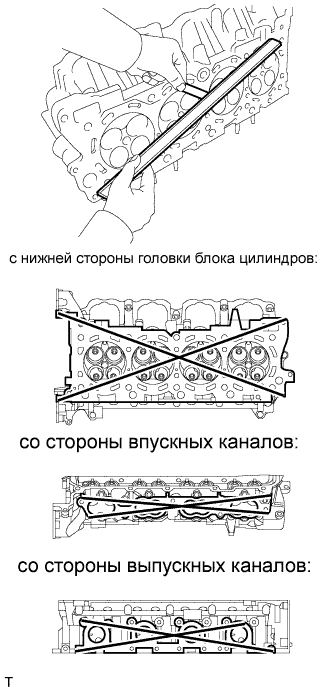 |
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления плоскостей сопряжения на блоке цилиндров и коллекторе.
| Параметр / Устройство | Заданные условия |
| С нижней стороны головки блока цилиндров | 0,05 мм (0,0020 дюйма) |
| Со стороны впускных каналов | 0,08 мм (0,0031 дюйма) |
| Со стороны выпускных каналов | 0,05 мм (0,0020 дюйма) |
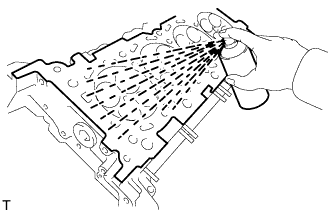 |
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При обнаружении трещин замените головку блока цилиндров.
| 2. ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН |
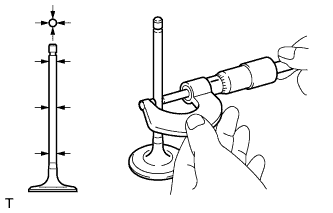 |
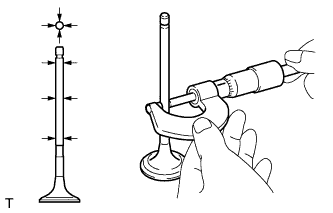
С помощью микрометра измерьте диаметр штока клапана.
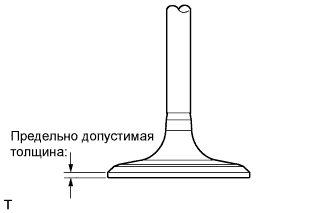 |
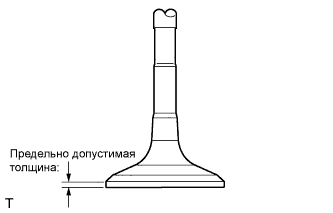
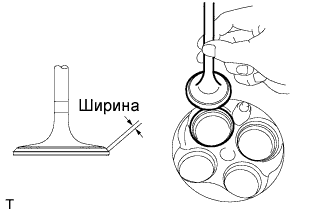
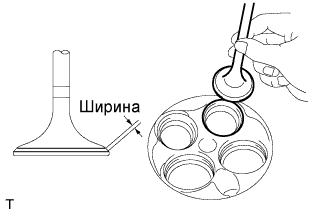
Штангенциркулем измерьте толщину кромки головки клапана.
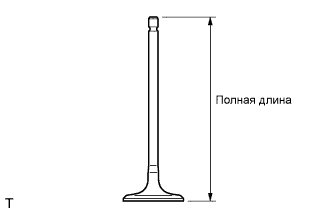 |
Измерьте общую длину клапана штангенциркулем.
| 3. ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН |
 |
С помощью микрометра измерьте диаметр штока клапана.
 |
Штангенциркулем измерьте толщину кромки головки клапана.
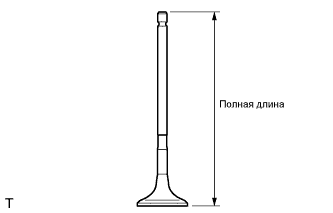 |
Измерьте общую длину клапана штангенциркулем.
| 4. ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА |
 |
Нанесите тонкий слой берлинской лазури на торец клапана.
Слегка прижмите конус клапана к седлу клапана.
Проверьте торец клапана и седло клапана.
Убедитесь в том, что седло сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,1 – 1,5 мм (0,0433 - 0,0591 дюйма).
В противном случае необходимо расточить поверхность седла клапана.
Убедитесь в том, что поверхности контакта седла клапана с торцем клапана равномерно распределены по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
| 5. ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА |
 |
Нанесите тонкий слой берлинской лазури на торец клапана.
Слегка прижмите конус клапана к седлу клапана.
Проверьте торец клапана и седло клапана.
Убедитесь в том, что седло сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,1 – 1,5 мм (0,0433 - 0,0591 дюйма).
В противном случае необходимо расточить поверхность седла клапана.
Убедитесь в том, что поверхность контакта седла клапана с торцем клапана равномерно распределена по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
| 6. ПРОВЕРЬТЕ ПРУЖИНУ СЖАТИЯ |
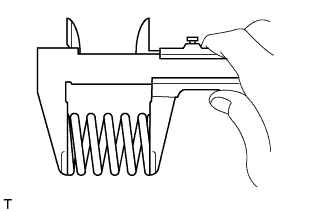 |
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
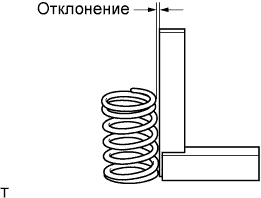 |
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
| 7. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА |
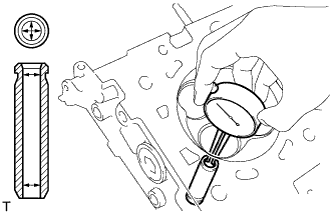 |
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
| Параметр / Устройство | Заданные условия |
| Впуск | 0,025-0,060 мм (0,0010-0,0024 дюйма) |
| Выпуск | 0,030-0,065 мм (0,0012-0,0026 дюйма) |
| Параметр / Устройство | Заданные условия |
| Впуск | 0,08 мм (0,0031 дюйма) |
| Выпуск | 0,10 мм (0,0039 дюйма) |
| 8. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА |
Проверьте ряд 1 цилиндров распредвала.
Установите ряд 1 цилиндров распредвала.
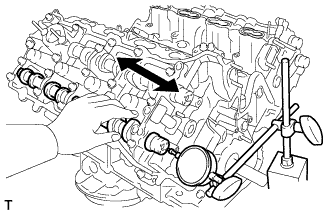 |
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Проверьте ряд 2 цилиндров распредвала.
Установите ряд 2 цилиндров распредвала.
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
