БЛОК ЦИЛИНДРОВ > ПРОВЕРКА |
| 1. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ |
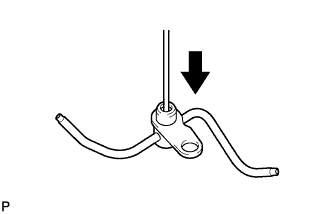 |
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если он залип замените штуцер подачи масла.
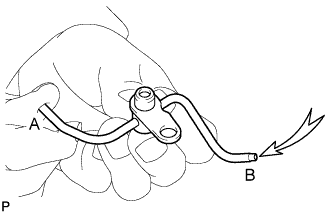 |
Закрыв патрубок A, подайте воздух в патрубок B. Затем проверьте штуцер подачи масла на повреждения или засор.
При обнаружении утечек воздуха через масляную форсунку, замените ее.
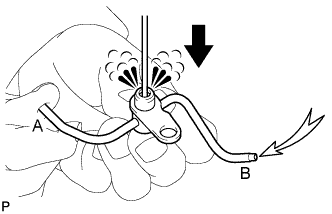 |
Закрыв патрубок A, нажмите на обратный клапан и подайте воздух в патрубок B. Проверьте, чтобы воздух проходил через масляную форсунку.
Если воздух не проходит через масляную форсунку, почистите или замените ее.
| 2. ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ |
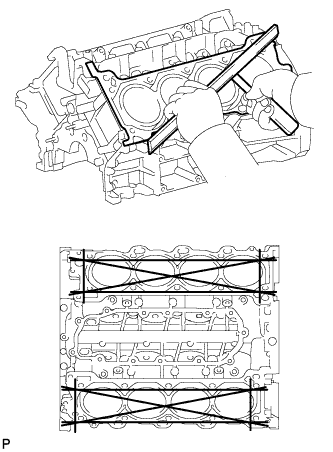 |
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, контактирующей с прокладкой головки блока цилиндров.
 |
Проверьте, нет ли на цилиндре вертикальных царапин.
При наличии глубоких царапин расточите все 8 цилиндров.
При необходимости замените блок цилиндров.
| 3. ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР |
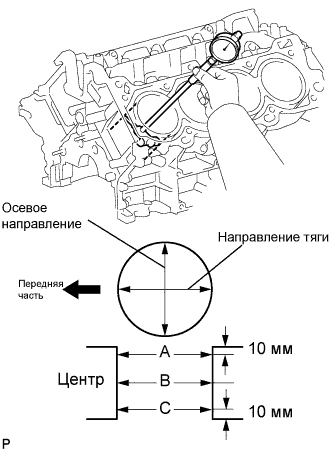 |
С помощью нутромера измерьте диаметр цилиндра в точках А, В и С в осевом направлении и направлении тяги.
| 4. ПРОВЕРЬТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ |
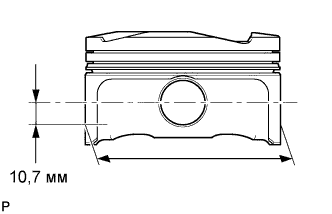 |
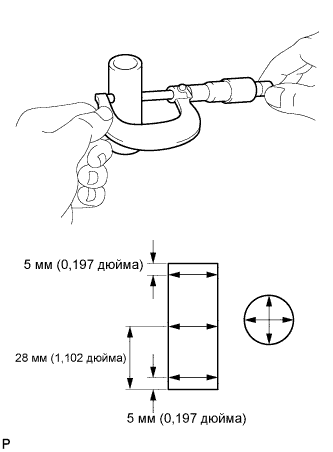
Микрометром измерьте диаметр поршня на расстоянии на 10,7 мм (0,421 дюйма) ниже центра отверстия под поршневой палец (см. рисунок).
| 5. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ |
Измерьте диаметр отверстия под цилиндр в направлении тяги.
Вычтите измеренное значение диаметра поршня из измеренного значения диаметра отверстия под цилиндр.
| 6. ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА |
 |
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
| Параметр / Устройство | Заданные условия |
| № 1 | 0,020-0,070 мм (0,0008-0,0028 дюйма) |
| № 2 | 0,020-0,060 мм (0,0008-0,0024 дюйма) |
| Масляный | 0,020-0,070 мм (0,0008-0,0028 дюйма) |
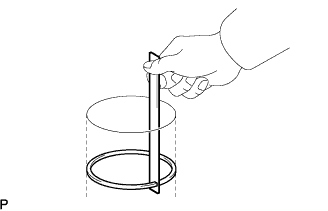
| 7. ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА |
Вставьте поршневое кольцо в цилиндр.
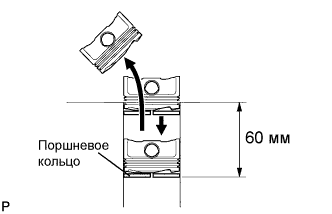 |
С помощью поршня протолкните поршневое кольцо слегка за нижний предел хода кольца, на расстояние 60 мм (2,362 дюйма) от верхней части блока цилиндров.
 |
С помощью комплекта плоских щупов измерьте зазор разреза.
| Параметр / Устройство | Заданные условия |
| № 1 | 0,23-0,33 мм (0,0091-0,0130 дюйма) |
| № 2 | 0,35–0,45 мм (0,0138–0,0177 дюйма) |
| Масляный | 0,10-0,40 мм (0,0039-0,0157 дюйма) |
| Параметр / Устройство | Заданные условия |
| № 1 | 0,40 мм (0,0157 дюйма) |
| № 2 | 0,50 мм (0,0197 дюйма) |
| Масляный | 0,45 мм (0,0177 дюйма) |
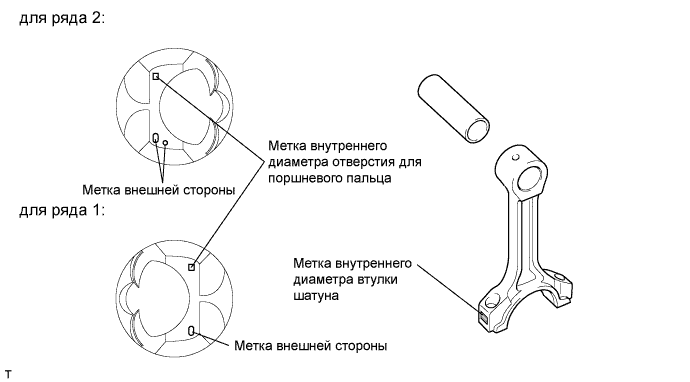
| 8. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА |
Проверьте все отметки на поршне, поршневом пальце и шатуне.
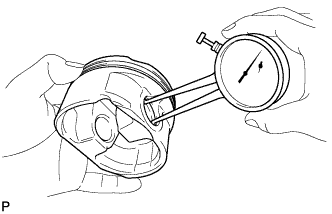 |
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
| Метка | Заданные условия |
| А | 21,998-22,001 мм (0,8661-0,8662 дюйма) |
| B | 22,002–22,004 мм (0,8662–0,8663 дюйма) |
| C | 22,005–22,007 мм (0,8663–0,8664 дюйма) |
 |
С помощью микрометра измерьте диаметр поршневого пальца.
| Метка | Заданные условия |
| А | 21,997-22,000 мм (0,8660-0,8661 дюйма) |
| B | 22,001-22,003 мм (0,8662-0,8663 дюйма) |
| C | 22,004–22,006 мм (0,8663–0,8664 дюйма) |
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
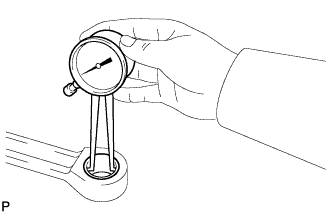 |
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
| Метка | Заданные условия |
| А | 22,005-22,008 мм (0,8663-0,8665 дюйма) |
| B | 22,009-22,011 мм (0,8665-0,8666 дюйма) |
| C | 22,012-22,014 мм (0,8666-0,8667 дюйма) |
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
| 9. ПРОВЕРЬТЕ ШАТУН В СБОРЕ |
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
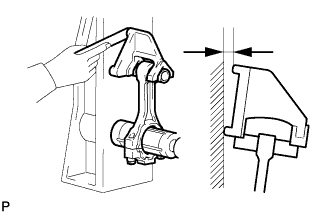 |
Проверьте наличие изгибов.
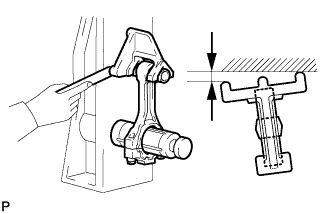 |
Проверьте скручивание.
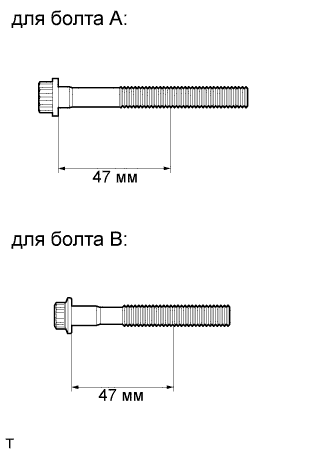
| 10. ПРОВЕРЬТЕ БОЛТ ШАТУНА |
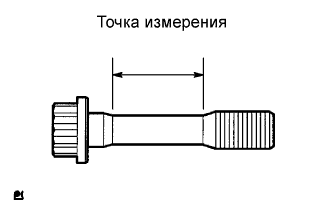 |
С помощью штангенциркуля измерьте диаметр напряженной части болта.
| 11. ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ |
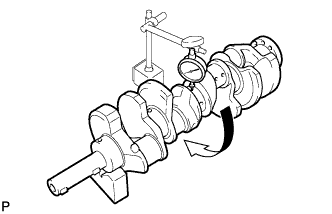 |
Проверьте радиальное биение.
Установите коленчатый вал на V-образные призмы.
С помощью индикатора часового типа измерьте радиальное биение на центральной шейке.
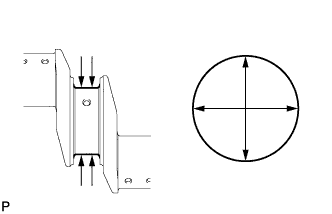 |
Проверьте коренные шейки.
С помощью микрометра измерьте диаметр каждой коренной шейки.
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
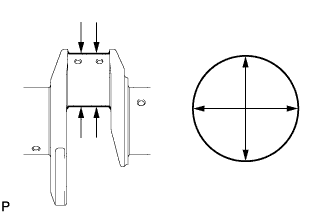 |
Проверьте штифт коленчатого вала.
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
| 12. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
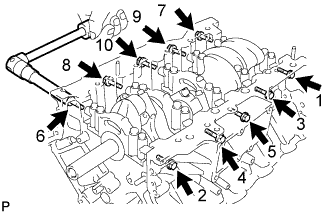 |
Равномерно ослабьте и выверните 10 болтов крышки подшипника коленчатого вала и снимите 10 уплотнительных шайб. Данную операцию следует выполнять за несколько приемов в последовательности, показанной на рисунке.
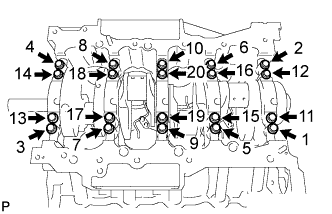 |
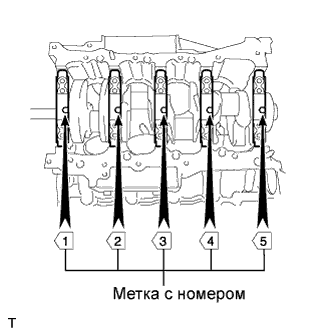
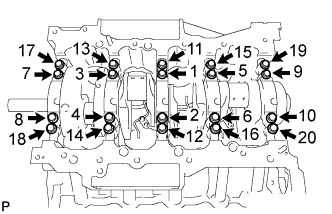
В несколько приемов равномерно ослабьте 20 болтов крышек подшипников в последовательности, показанной на рисунке.
 |
С помощью отвертки снимите крышки подшипника коленчатого вала. Снимите 5 крышки подшипников коленчатого вала и нижние подшипники.
Очистите все коренные шейки и подшипники коленчатого вала.
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
Поместите коленчатый вал на блок цилиндров.
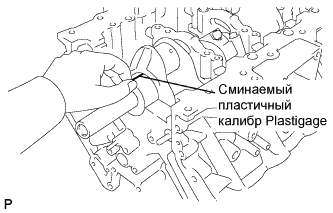 |
Положите на каждую шейку полоску сминаемого пластичного калибра (Plastigage).
 |
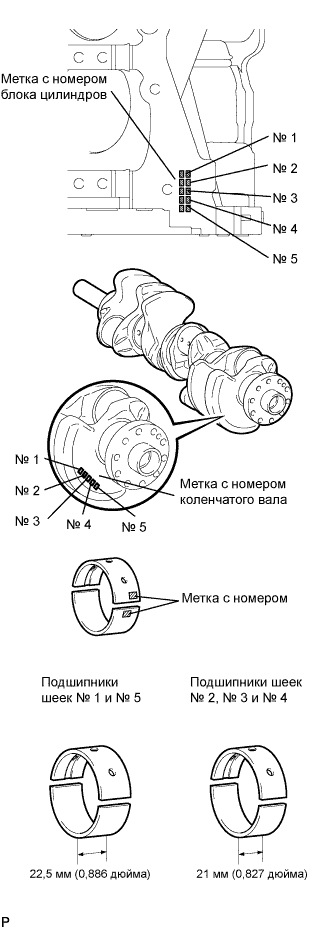
Проверьте метки и номера, расположенные спереди, после чего установите крышки подшипников на блок цилиндров.
Нанесите тонкий слой моторного масла на резьбы и под головки болтов крышек подшипников.
Поместите крышку подшипников коленчатого вала на блок цилиндров.
Временно вверните с внутренней стороны 10 болтов крышек подшипников коленчатого вала.
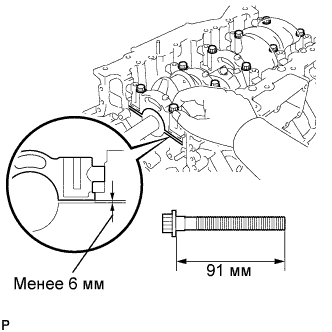 |
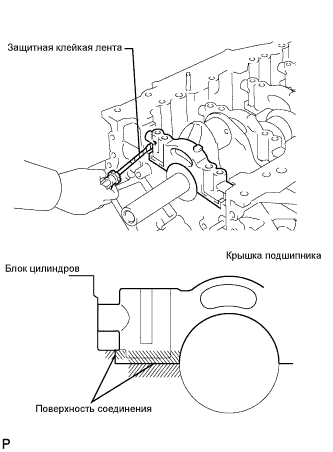
Рукой установите крышку подшипника коленчатого вала до тех пор, пока зазор между крышкой подшипника коленчатого вала и блоком цилиндров не будет менее 6 мм (0,23 дюйма). При этом используйте в качестве направляющей 2 внутренних болта крышки подшипника.
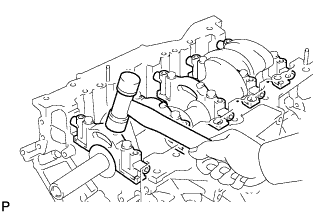 |
С помощью молотка с пластмассовым покрытием слегка осадите крышку подшипника, чтобы обеспечить ее надлежащую посадку.
Нанесите тонкий слой моторного масла на резьбы и под головки 10 болтов крышек подшипников.
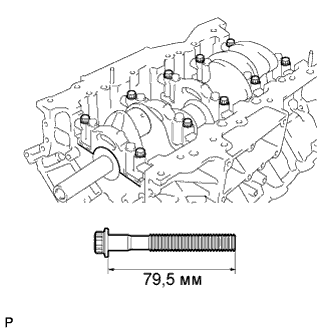 |
Временно вверните с наружной стороны 10 болтов крышек подшипников коленчатого вала.
 |
Шаг 1:
Установите и равномерно затяните 20 болтов крышек коренных подшипников в последовательности, показанной на рисунке.
 |
Шаг 2:
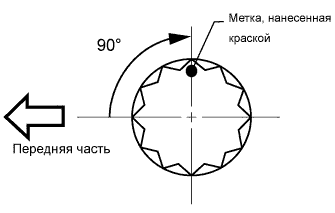
Отметьте внешнюю сторону болтов крышек подшипников краской.
Заново затяните болты крышек подшипников с поворотом на 90° в той же последовательности, что и в операции 1.
Убедитесь, что нанесенные краской метки развернуты на 90° относительно исходного положения.
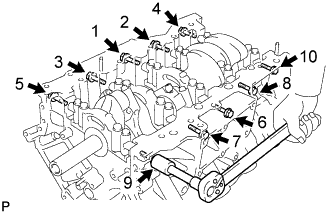 |
Равномерно затяните 10 болтов крышки подшипника коленчатого вала и 10 уплотнительных шайб. Данную операцию следует выполнять за несколько приемов в последовательности, показанной на рисунке.
Выверните 30 болтов и снимите крышки подшипников.
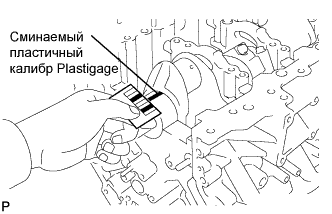  |
Измерьте размер сминаемого пластичного калибра в наиболее широком месте.
| Метка с номером | Заданные условия |
| Шейки № 1 и № 5 | 0,017–0,030 мм (0,0007–0,0012 дюйма) |
| Остальные шейки | 0,024–0,037 мм (0,0009–0,0015 дюйма) |
| Метка с номером | Заданные условия |
| Шейки № 1 и № 5 | 0,050 мм (0,0020 дюйма) |
| Остальные шейки | 0,060 мм (0,0024 дюйма) |
| Метка с номером | Заданные условия |
| 00 | 66,999–67,000 мм (2,63776–2,63780 дюйма) |
| 01 | 66,998–66,999 мм (2,63772–2,63776 дюйма) |
| 02 | 66,997–66,998мм (2,63768–2,63772 дюйма) |
| 03 | 66,996–66,997 мм (2,63764–2,63768 дюйма) |
| 04 | 66,995–66,996 мм (2,63760–2,63764 дюйма) |
| 05 | 66,994–66,995 мм (2,63756–2,63760 дюйма) |
| 06 | 66,993–66,994 мм (2,63752–2,63756 дюйма) |
| 07 | 66,992–66,993 мм (2,63748–2,63752 дюйма) |
| 08 | 66,991–66,992 мм (2,63744–2,63748 дюйма) |
| 09 | 66,990–66,991 мм (2,63740–2,63744 дюйма) |
| 10 | 66,989–66,990 мм (2,63736–2,63740 дюйма) |
| 11 | 66,988–66,989 мм (2,63736–2,63736 дюйма) |
| (A) + (B) | Верхний подшипник | Нижний подшипник | ||
| Метка с номером | Заданные условия | Метка с номером | Заданные условия | |
| 00–02 | 4 | 2,501-2,504 мм (0,0985-0,0986 дюйма) | 5 | 2,488-2,491 мм (0,0980-0,0981 дюйма) |
| 03–05 | 5 | 2,504-2,507 мм (0,0986-0,0987 дюйма) | 5 | 2,488-2,491 мм (0,0988-0,0981 дюйма) |
| 06–08 | 5 | 2,504-2,507 мм (0,0986-0,0987 дюйма) | 6 | 2,491-2,494 мм (0,0981-0,0982 дюйма) |
| 09–11 | 6 | 2,507–2,510 мм (0,0987–0,0988 дюйма) | 6 | 2,491-2,494 мм (0,0981-0,0982 дюйма) |
| 12–14 | 6 | 2,507–2,510 мм (0,0987–0,0988 дюйма) | 7 | 2,494-2,497 мм (0,0982-0,0983 дюйма) |
| 15-17 | 7 | 2,510-2,513 мм (0,0988-0,0989 дюйма) | 7 | 2,494-2,497 мм (0,0982-0,0983 дюйма) |
| 18-20 | 7 | 2,510-2,513 мм (0,0988-0,0989 дюйма) | 8 | 2,497-2,500 мм (0,0983-0,0984 дюйма) |
| 21-23 | 8 | 2,513-2,516 мм (0,0989-0,0991 дюйма) | 8 | 2,497-2,500 мм (0,0983-0,0984 дюйма) |
| 24-26 | 8 | 2,513-2,516 мм (0,0989-0,0991 дюйма) | 9 | 2,500-2,503 мм (0,0984-0,0985 дюйма) |
| 27-28 | 9 | 2,516-2,519 мм (0,0991-0,0992 дюйма) | 9 | 2,500-2,503 мм (0,0984-0,0985 дюйма) |
| (A) + (B) | Верхний подшипник | Нижний подшипник | ||
| Метка с номером | Заданные условия | Метка с номером | Заданные условия | |
| 00–02 | 3 | 2,482-2,485 мм (0,0977-0,0978 дюйма) | 4 | 2,501-2,504 мм (0,0985-0,0986 дюйма) |
| 03–05 | 4 | 2,485-2,488 мм (0,0978-0,0980 дюйма) | 4 | 2,501-2,504 мм (0,0985-0,0986 дюйма) |
| 06–08 | 4 | 2,485-2,488 мм (0,0978-0,0980 дюйма) | 5 | 2,504-2,507 мм (0,0986-0,0987 дюйма) |
| 09–11 | 5 | 2,488-2,491 мм (0,0980-0,0981 дюйма) | 5 | 2,504-2,507 мм (0,0986-0,0987 дюйма) |
| 12–14 | 5 | 2,488-2,491 мм (0,0980-0,0981 дюйма) | 6 | 2,507–2,510 мм (0,0987–0,0988 дюйма) |
| 15-17 | 6 | 2,491-2,494 мм (0,0981-0,0982 дюйма) | 6 | 2,507–2,510 мм (0,0987–0,0988 дюйма) |
| 18-20 | 6 | 2,491-2,494 мм (0,0981-0,0982 дюйма) | 7 | 2,510-2,513 мм (0,0988-0,0989 дюйма) |
| 21-23 | 7 | 2,494-2,497 мм (0,0982-0,0983 дюйма) | 7 | 2,510-2,513 мм (0,0988-0,0989 дюйма) |
| 24-26 | 7 | 2,494-2,497 мм (0,0982-0,0983 дюйма) | 8 | 2,513-2,516 мм (0,0989-0,0991 дюйма) |
| 27-28 | 8 | 2,497-2,500 мм (0,0983-0,0984 дюйма) | 8 | 2,513-2,516 мм (0,0989-0,0991 дюйма) |
Полностью удалите сминаемый пластичный калибр (Plastigage).
| 13. ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА |
 |
С помощью штангенциркуля измерьте минимальный диаметр удлиненного резьбового элемента в точке измерения.
