ГОЛОВКА БЛОКА ЦИЛИНДРОВ > РЕМОНТ |
| 1. ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА |
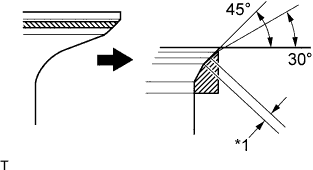 |
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
| *1 | Ширина |
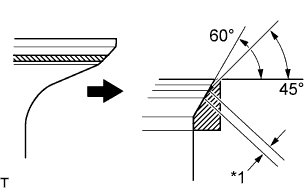 |
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
| *1 | Ширина |
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
Проверьте положение притирки клапана.
| 2. ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА |
|
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
| *1 | Ширина |
|
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
| *1 | Ширина |
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
Проверьте положение притирки клапана.
